Nosso negócio diário é prototipagem rápida e produção em pequenas séries. Centenas a milhares de protótipos e peças de uso final são enviadas diariamente de nossas instalações de produção para engenheiros e desenvolvedores de produtos em todo o mundo. Ao discutir um projeto, a questão mais discutida é a de qual tecnologia será usada ou qual o material mais apropriado. Existem muitos fatores que influenciam essa escolha, mas na maioria das vezes trata-se do seguinte:
- Custos: o custo por peça é calculado com base na quantidade de peças e material empregado, horas máquina, horas do técnico e geometria da peça (necessidade de mais ou menos suportes)
- Velocidade de produção: com tecnologias como a estereolitografia, peças podem ser produzidas em apenas uma noite ou até menos tempo, já em tecnologias térmicas (por exemplo. Fusão de jato múltiplo / HSS de sinterização de alta velocidade) a produção pode levar dias
- Propriedades do material: resistência mecânica, química, exposição ao tempo, térmica etc
- Efeitos visuais desejados: cor, qualidade da superfície (rugosidade) etc.
- Precisão / tolerâncias: desvios típicos das peças impressas versus as dimensões básicas
Embora o princípio da exclusão possa frequentemente ser aplicado aos quatro primeiros fatores, a questão de precisão / tolerância geralmente é a mais complexa. No artigo a seguir, forneceremos uma breve visão geral do que você precisa ter em mente ao pensar na precisão e tolerâncias da impressão 3D.
Informações Gerais Sobre Tolerâncias na Impressão 3D
Na maioria das tecnologias aditivas, a tolerância dimensional é de pelo menos 0,1 mm. Isso significa que os desvios na impressão 3D são maiores do que em outras tecnologias, como injeção plástica ou usinagem CNC. Embora tolerâncias de 0,1 mm não sejam incomuns no processo de injeção plástica, é bem possível trabalhar na centésima escala ao usinar metal.
Um mal-entendido comum é o entendimento sobre resolução e tolerância. Se uma impressora Polyjet tiver resoluções (na direção Z ) de apenas 15 µm, isso não significa que a tolerância seja correspondentemente baixa.
ERRO # 1: CONVERSÃO STP – > STL
Para ser usado na impressão 3D, um arquivo STL se faz necessário. O mesmo é exportado de um software CAD ou convertido de um arquivo CAD. O formato típico do arquivo é o formato STP. Ao converter STP para STL, podem ocorrer imprecisões na centésima escala.
Nesse processo pode haver um problema específico com a superfície. Como ocorre a conversão de um algoritmo (STP) em uma “malha”, em termos simples, em uma rede de triângulos, a interface precisa ser simplificada. Quanto menor a resolução, maior o desvio em relação ao resultado desejado. Por outro lado, se a resolução for muito alta, os modelos terão tamanhos (MB) tão enormes que não poderão mais ser processados.

ERRO # 2: Tolerâncias de impressão 3D de acordo com o processo
SLA (Estereolitografia): ± 0,2% (com um limite inferior de ± 0,2 mm)
O SLA é o método mais preciso com o Polyjet. O diâmetro do laser é geralmente de cerca de 100 a 150 µm e, portanto, é significativamente menor do que, por exemplo, no processo FDM. As tolerâncias ocorrem principalmente devido ao encolhimento. Atenção com superfícies grandes e finas, elas podem (como na maioria dos procedimentos) parcialmente deformar significativamente.
DLP: ± 0,1 – 0,2% (com um limite inferior de ± 0,1 – 0,2 mm)
A tecnologia de DLP funciona basicamente como a estereolitografia, a diferença básica é que aqui projetores são utilizados ao invés de laser. A tolerância depende da resolução. Dispositivos com espaços de instalação muito pequenos (= 10 cm de comprimento). Nesse tamanho, os sistemas geralmente têm tolerâncias de cerca de 0,1 mm.
SLS (Sinterização seletiva a laser): ± 0,3% (com um limite inferior de ± 0,3 mm)
O SLS é uma das tecnologias de prototipagem rápida mais populares. Isso se deve particularmente à flexibilidade do projeto (sem estruturas de suporte) e ao material robusto. Esse processo funciona com o calor, o que infelizmente pode levar ao encolhimento ou “warping” da peça final.
Fusão Multi Jet HP: ± 0,2% (com um limite inferior de ± 0,2 mm)
A tecnologia HP Multi Jet Fusion é um novo processo (também chamado de sinterização de alta velocidade) que, como a sinterização a laser, funciona predominantemente com poliamida 12. Os fatores que influenciam a tolerância nessa tecnologia são comparáveis aos da sinterização a laser.
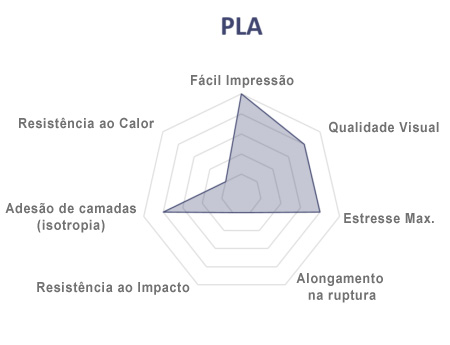
FDM / FFF: ± 0,5% (com um limite inferior de ± 0,5 mm)
As impressoras FDM geralmente imprimem a partir de plásticos ABS e/ou PLA. Durante o resfriamento, o ABS diminui cerca de 8%, enquanto o PLA diminui apenas cerca de 2%. Estes são apenas valores de guia e podem variar dependendo do PLA ou ABS usado.
Uma distinção deve ser feita entre sistemas. Enquanto os sistemas de desktop ou semiprofissionais trabalham com tolerâncias na faixa acima mencionada, impressoras FDM de ponta (por exemplo os sistemas Stratasys) oferecem tolerâncias mais baixas de até 0,1 mm. No entanto, os custos de impressão desses sistemas são muito maiores.
SLM (Impressão 3D direta em metal ): ± 0,5% (com um limite inferior de ± 0,5 mm)
Em geral, comparável à sinterização a laser, no entanto, as propriedades condutoras de calor do metal são significativamente diferentes dos plásticos. Além disso, as temperaturas são muito mais altas. Essa tecnologia causa problemas semelhantes aos da sinterização a laser. As temperaturas causam “warping”. Em suma, as peças são quase sem poros, com rugosidades da superfície de até 20 µm. Frequentemente, 1 – 2 mm de material adicional é aplicado em superfícies importantes da construção e essas superfícies são fresadas de acordo após a impressão. Como resultado, as tolerâncias podem ser significativamente melhoradas e a superfície pode ser levada ao valor desejado.
Polyjet: ± 0,1 – 0,2% (com um limite inferior de ± 0,1 – 0,2 mm)
As peças impressas com Polyjet são muito precisas porque a radiação UV é usada em vez do calor. Mesmo com peças de paredes finas, o encolhimento ou o estresse geralmente são dificilmente mensuráveis.
ERRO # 3: Projeto e orientação para impressão 3D
Uma peça pequena geralmente é fabricada com muito mais precisão do que uma muito grande. Além disso, geralmente uma mesma peça pode ter resultados qualitativos diferentes, dependendo da orientação em que é colocada para imprimir na impressora 3D. Portanto, é útil indicar quais superfícies são superfícies funcionais e/ou que exijam um bom aspecto visual para que possamos levar isso em consideração ao imprimir.
ERRO # 4: Pós-processamento
Toda impressão 3D requer pós-processamento. Na estereolitografia / DLP, FDM e Polyjet exigem estruturas de suporte ou a massa (polyjet) que devem ser removidas após a impressão.
A 3D Applications é uma empresa do setor de Impressão 3D, focada na venda de impressoras 3D, seus acessórios, insumos, peças e na prestação de serviços de prototipagem rápida, treinamentos e modelagem 3D. Legalmente estabelecida no município de Guarulhos / SP está apta a atender aos seus clientes com profissionalismo, qualidade e velocidade.
Comercializamos as premiadas impressoras 3D das marcas Artillery, Anycubic, Creality no Brasil, o exclusivo sistema multi-filamentos Palette 3 Pro da empresa canadense Mosaic Manufacturing que torna impressoras com um único bico extrusor capaz de criar impressões com até 8 tipos ou cores de filamentos sem pausas e filamentos PLA, ABS Premium, PLA Flex, PLA+, ASA, PC, PA / Nylon e PETG de altíssima qualidade e devidamente testados e aprovados em nossas máquinas.
Para mais histórias sobre os mais recentes desenvolvimentos em Impressão 3D, inscreva-se para o recebimento de nossa newsletter no nosso site www.3dapplications.com.br, siga-nos no Twitter, Instagram e curta nossa página no Facebook (@3dapplicationsbr).
Fonte: https://3faktur.com/en/accuracies-and-tolerances-in-3d-printing/