Este artigo é o nosso guia mais abrangente para encontrar as configurações de impressora 3D de resina perfeitas em um mundo imperfeito.
Entrar no universo da impressão 3D em resina é difícil. Você tem que se familiarizar com muitas coisas antes de iniciar sua primeira impressão. “Por onde começo?”, “Que configurações devo usar?”, “Qual modelo devo imprimir primeiro?” – essas são perguntas comuns que ouvimos de novos usuários. Você não precisa improvisar!
Aqui está um guia bastante abrangente para ajudá-lo a entender as principais configurações de impressão 3D em resina. Depois de ler isso, você estará pronto para enfrentar o gratificante mundo da impressão 3D. Caso ainda não tenha lido a primeira parte dessa série de dicas recomendamos fortemente que a leia nesse link.
Embora existam muitos bons recursos de aprendizado on-line, muitos deles são fragmentados e cobrem pequenos pedaços de informação. Na impressão 3D, muitos parâmetros e fatores ambientais desempenham seus papéis ao mesmo tempo. Observar apenas alguns desses fatores raramente lhe ajudará a solucionar problemas de falha na impressão rapidamente. Às vezes, alterar as configurações sem entender completamente como elas afetarão os resultados é como atirar com uma venda nos olhos. Você só espera acertar o alvo aleatoriamente, mas as probabilidades estarão contra você.
Portanto, compilamos o guia mais abrangente sobre configurações de impressão 3D em resina, explicando o que significa cada item. Usamos a terminologia dos slicers (fatiadores) mais populares: Chitubox, Lychee, Voxeldance Tango, Prusa Slicer e Z-suite. Esperançosamente, isso permitirá que você tenha uma visão mais ampla do que pode controlar e tomar melhores decisões ao executar suas impressões ou solucionar problemas de impressão.
Tempo de Exposição da Camada Normal
Também chamado tempo de exposição, tempo de exposição da camada ou tempo de cura da camada em alguns slicers (softwares fatiadores).
O que é a exposição?
O tempo de exposição define quanto tempo a impressora 3D irá expor a resina à luz UV para curar uma camada. Muitas vezes é medido em segundos ou milissegundos. Essa configuração é uma das mais críticas na definição da qualidade, nitidez e sucesso de sua impressão 3D.
As camadas não irão aderir umas as outras caso o tempo de exposição seja muito curto. A adesão entre camadas serão muito fracas e poderão quebrar durante a impressão. Isso geralmente resulta em suporte ou camadas da peça com falhas que separam uma camada da outra.
Isso é chamado de subexposição.
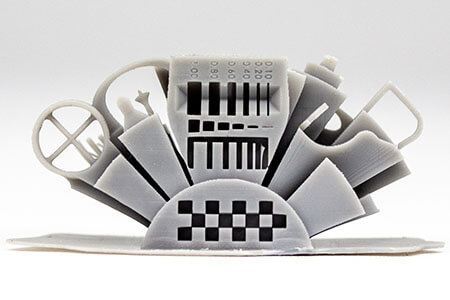
Se o tempo de exposição for um pouco curto demais, as características positivas (p. ex. pinos ou paredes) de seus modelos serão mais finas e menores. Em contraste, os furos e outras características negativas serão maiores do que o esperado.
Isso também é chamado de subexposição.
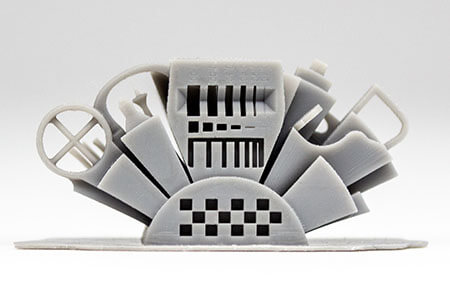
As características positivas serão ligeiramente mais grossas se o tempo de exposição for um pouco longo demais. Em contraste, os recursos negativos ficarão menores.
Isso é chamado de superexposição.
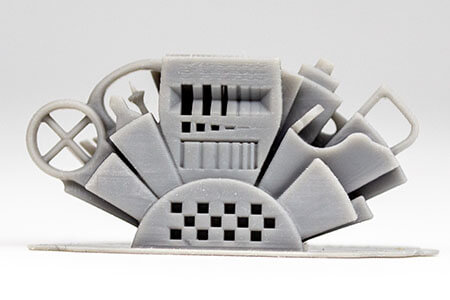
Se o tempo de exposição for muito longo, seu modelo de forma geral ficará inchado e os furos serão preenchidos com resina curada.
Isso também é chamado de superexposição.
Qual o tempo de exposição que você deve usar?
Você terá que imprimir várias peças de calibração para encontrar as configurações de exposição corretas para sua resina. Imprima-os com exposições diferentes e decida qual tempo de exposição oferece os melhores resultados.
Verifique o site do fabricante da resina para obter as configurações recomendadas para sua resina e impressora. Essas configurações de impressora 3D de resina serão muito precisas, mas ainda são um bom ponto de partida. Imprima com as definições recomendadas e, em seguida, várias outras peças de calibração com tempos de exposição 10–20% mais longos e 10–20% mais curtos.
Dicas dos fabricantes de resina
Não confie cegamente em configurações recomendadas por fabricantes, amigos ou pessoas em grupos do Facebook. Sempre teste essas configurações e ajuste com base em seus resultados.
O tempo de exposição depende da reatividade da resina, mas também de alguns outros fatores. Por exemplo, a temperatura ambiente afeta significativamente a velocidade de cura da resina. A resina mais quente curará mais rapidamente, enquanto a temperatura ambiente mais fria diminuirá a velocidade de cura. Isso significa que você pode precisar usar exposições mais longas no inverno.
Em geral, a temperatura ambiente recomendada é de cerca de 25°C. Se a sua temperatura ambiente cair abaixo de 20°C, poderá notar problemas com as suas impressões 3D.
Finalmente, não há exposição perfeita. Você sempre tem que escolher a duração certa com base no que você está tentando imprimir. Por exemplo, é bastante comum o uso da impressora para fazer peças em miniaturas. Projetistas de tais miniaturas sempre tentam minimizar as marcas de suporte em seus modelos. Assim, utilizam suportes com pontas muito finas de 0.1–0.3 mm. Infelizmente, nem todas as impressoras e resinas 3D podem imprimir com sucesso com essas pequenas pontas. Isso geralmente resulta em modelos destacados dos suportes. Você pode adicionar suportes mais grossos adicionais ou aumentar ligeiramente o seu tempo de exposição para superar isso. O aumento da exposição tornará os suportes um pouco mais grossos e fortes, mas você pode perder alguns detalhes em sua miniatura. Embora a adição de suporte adicional adicione algumas marcas de suporte no modelo que você terá que lixar após a remoção do suporte. Ambas as soluções são perfeitamente boas; escolher o que é melhor depende de você.
Contagem de Camadas Burn-in e Tempo de Exposição.
Também chamado tempo de exposição inferior, tempo de exposição inicial ou exposição das camadas de base em alguns slicers.
O que é o Tempo de Exposição de Queima da Camada?
A impressora cura algumas camadas iniciais com exposições mais longas para ajudar um modelo a manter-se melhor na placa de construção. Isso estabelece uma boa base sobre a qual o modelo restante é então construído. Quanto maior o tempo da exposição da camada inicial, maior a adesão do seu modelo a placa de construção.
Qual Exposição à Camada de Queima você deve usar?
Os tempos de exposição recomendados para camadas de queima ou da base variam muito.
Para impressoras 3D LCD coloridas, recomendamos que você faça isso de 8-12 vezes maior do que o seu tempo de exposição normal da camada.
Para impressoras monocromáticas LCD ou DLP 3D, faça a exposição da camada de base cerca de 5-8 vezes mais do que o seu tempo de exposição normal de camada.
Se a sua exposição normal de camada é de cerca de 3s, então a exposição de camada de queima (base) deve ser de cerca de 15 a 25s. Se a sua exposição normal de camada for cerca de 7s, a exposição de camada de queima deve ser cerca de 70–80s.
Usar exposições 15–20 vezes mais longas é aceitável para impressões grandes e pesadas. Mas não recomendamos isso na maioria dos casos. Verifique outros fatores se você precisar de exposições longas (veja as recomendações do fabricante da resina).
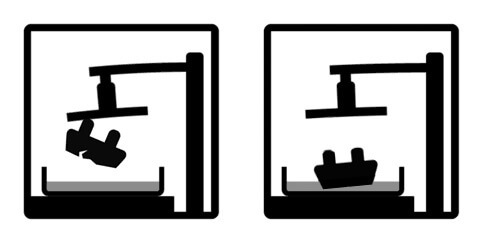
Em suma, você deve experimentar essa configuração de tempo de exposição da camada de queima. Comece com um valor de exposição mais longo e imprima algo. Se for extremamente difícil remover o modelo da placa de construção, isso pode indicar que sua exposição é muito alta. Abaixe-o e tente novamente.
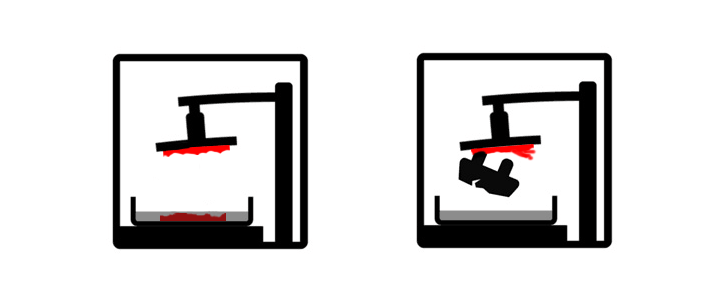
Você provavelmente deve aumentar a exposição da camada de queima se o seu modelo cair da placa de construção (e nada for deixado na placa de construção) ou se separar parcialmente da placa de construção.





Dicas dos fabricantes de resina
A exposição de camada de queima é uma configuração fundamental relacionada à adesão do modelo à placa de construção. Mas não é o único. Se você começar a ter problemas com a adesão na placa de construção, observe outros fatores também.
Se puder, torne suas impressões ocas e adicione furos de escoamento. Imprimir seus objetos ocos reduzem significativamente a sucção entre o seu modelo e o filme FEP. Assim, você não precisa que a adesão a placa de construção seja tão alta.
Alguns fabricantes de impressoras 3D recomendam lixar a placa de construção ligeiramente com uma lixa de 100 a 200 grãos. Ao fazer isso, você deve assegurar que a sua placa de construção continue uniforme. Portanto, tenha cuidado para não exagerar no lixamento. A ideia principal é deixar a sua placa de construção ligeiramente áspera para ajudar na adesão das camadas de base.
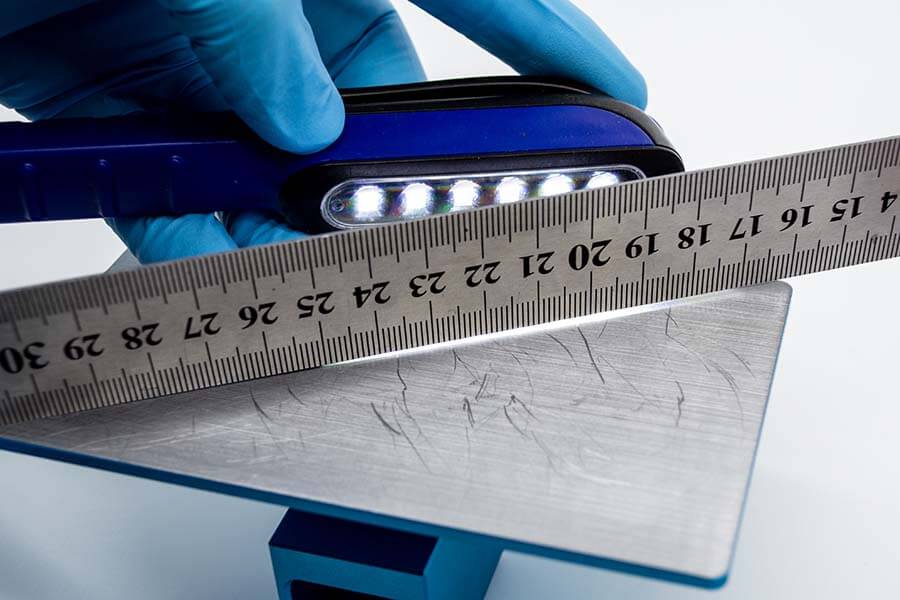
Falhas de adesão a placa de construção também podem ocorrer devid a sua placa de construção estar desigual (falta de planicidade). Às vezes, as impressoras podem vir com placas de construção não planas, defeituosas diretamente da fábrica. Costumava haver tais casos com bastante frequência no passado. No entanto, hoje em dia a qualidade das impressoras 3D de desktop é muito melhor. Para verificar se sua placa de construção esta plana, você precisará de uma régua reta de metal e uma lanterna. Coloque a régua na placa de construção e ilumine com uma lanterna na borda. A falta de planicidade será facilmente notada com o passar da luz.
Há um bom tutorial feito por MatterHackers aqui: “Como: Nivelar Perfeitamente a Sua Resina Impressoras 3D Construir Placa.”
Além disso, os modelos não aderem bem à placa de construção se ela sair do nível. Então você deve apenas nivelar melhor a sua placa de construção, se isso acontecer.
Além disso, quando o filme FEP ou NFEP (PFA) estiver muito apertado, solto ou desgastado, você também podera ter problemas de descolamentos do seu modelo da placa de construção.
Finalmente, não recomendamos lubrificantes no filme FEP ou outros promotores de adesão na placa de construção. Você não pecisará usá-los com a maioria das resinas. Isto é um desperdício de dinheiro e não irá resolver a maioria dos seus problemas. Você está basicamente tratando os sintomas em vez de ir mais fundo e encontrar as causas raizes pela qual suas impressões 3D não aderem à placa de construção. Então, antes de recorrer a esses produtos, basta nivelar novamente a sua plataforma de construção, aumentar a exposição da camada de queima, verificar a qualidade do seu FEP e investigar todas as outras possibilidades.
Número de camadas de Burn-in ou camadas base
Também chamado de número de camadas inferiores, contagem da camada inferior ou número de camadas de base em alguns slicers.
Número de Camadas de Base
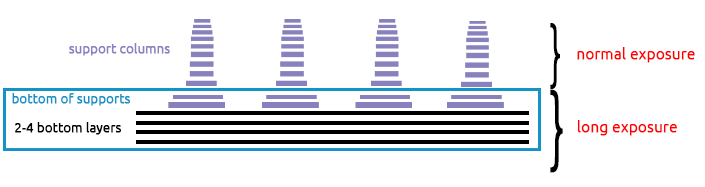
Esse parâmetro define a quantidade de camadas que devem ser expostas com maior tempo de exposição “burn-in layer”. Essas primeiras camadas são expostas por mais tempo para criar uma boa base que adere muito bem à placa de construção.
Quantas Camadas de Base você deve usar?
Depende da espessura de “raft” que você tem em seu modelo. Você pode ler mais sobre “balsas “rafts” aqui: Impressão 3D de raft em impressão 3D de resina: o que você precisa saber.
O número de camadas inferiores com exposição prolongada deve ser pelo menos duas camadas maior do que o número de camadas no raft. Isso garantirá que o todo o raft seja bem curado e que as duas primeiras camadas de suportes também se curem mais. Isso cria uma base mais forte para os suportes e os adere muito bem ao raft.
Recomendamos o uso de rafts de 2–4 camadas. Então:
- Se você imprimir com camadas de 50 mícrons, use de 100 à 200 mícrons no raft e cure de 4 a 6 camadas inferiores (base) com exposições mais longas;
- Para camadas de 20 mícrons, use de 40 a 80 mícrons de raft, e cure de 4 a 6 camadas inferiores com exposições mais longas;
- Se você não usar um raft, imprima diretamente na placa de construção, use apenas de 2 a 4 camadas inferiores. Não há necessidade de curas mais longas.
Dica dos fabricantes de resina
Se o seu modelo delamina parcialmente no meio do seu raft, então o número de camadas inferiores (base) pode estar desativado no fatiador. Nosso artigo anterior cobriu essa configuração extensivamente: Por que você não deve usar as configurações padrões de raft na sua impressão 3D (inglês)?
Algumas pessoas recomendam aumentar o número de camadas inferiores para aumentar a adesão à placa de construção. Isso não funciona 100%. Na verdade, em perfeitas condições, 1 camada inferior é mais do que suficiente para curar o modelo para a placa de construção. No entanto, recomendamos usar de 2 a 6 camadas inferiores por estas razões:
- Isso ajuda a nivelar os inevitáveis desalinhamentos da placa de construção;
- Se você imprimir com um raft, isso irá facilitar a remoção do seu projeto da placa de construção por criar uma superfície mais grossa.
Contagem de Camadas de Transição
Também chamado camadas desbotadas em alguns slicers.
O que é a Camada de Transição?
Camadas de transição são as camadas entre as camadas inferior e normal. Se você definir a contagem da camada de transição para zero, imprimirá camadas normais com exposição normal da camada imediatamente após a impressão camadas inferiores com exposição prolongada. As camadas de transição permitem uma transição gradual das camadas inferiores para as camadas normais, diminuindo gradualmente o tempo de exposição ao longo de várias camadas de transição. De acordo com Chitubox, as camadas de transição são destinadas a aumentar a adesão entre as camadas.
Qual Número de Camadas de Transição você deve usar?
Em primeiro lugar, nem todas as impressoras 3D suportam essa configuração. Então, não fique surpreso se isso não fizer diferença, mesmo que você defina esse parâmetro no slicer.
Em segundo lugar, você pode imprimir perfeitamente com 0 camadas de transição, desde que você defina corretamente as camadas inferiores (base). Portanto, nós ainda não encontramos muito uso / aplicação para esta configuração. Então comece com 0 camadas de transição.
Dica dos fabricantes de resina
Comece sem nenhuma camada de transição no início. Considere adicionar camadas de transição se você vir camadas delaminando entre sua base e as camadas normais.
Esperamos que tenha gostado do conteúdo e que acompanhem nossos próximos artigos.
A 3D Applications é uma empresa do setor de Impressão 3D, focada na venda de impressoras 3D, seus acessórios, insumos, peças e na prestação de serviços de prototipagem rápida, manutenção preventiva e corretiva de impressoras 3D, treinamentos, escaneamento e modelagem 3D. Legalmente estabelecida no município de Guarulhos / SP está apta a atender aos seus clientes com profissionalismo, qualidade e velocidade.
Comercializamos as premiadas impressoras 3D das marcas Artillery, Anycubic, Creality no Brasil, o exclusivo sistema multi-filamentos Palette 3 Pro da empresa canadense Mosaic Manufacturing que torna impressoras com um único bico extrusor capaz de criar impressões com até 8 tipos ou cores de filamentos sem pausas, scanners da conceituada fabricante Shining 3D, resinas standard, de alta definição, para altas temperaturas, altas performances e filamentos PLA, ABS Premium, Easy ABS, PLA Flex, PLA+, PLA Silk, PLA+ Silk, ASA, PC, PA / Nylon e PETG de altíssima qualidade e devidamente testados e aprovados em nossas máquinas, além e claro de acessórios como secadoras de filamento, cases incubadoras, tapetes de mesa em silicone etc.
Para mais histórias sobre os mais recentes desenvolvimentos em Impressão 3D, inscreva-se para o recebimento de nossa newsletter no nosso site www.3dapplications.com.br, siga-nos no Twitter, Instagram e curta nossa página no Facebook (@3dapplicationsbr).